Atteindre 99% de réussite en dévracage n’est pas une quête de la technologie parfaite, mais un exercice de gestion des imperfections inévitables de la production.
- La performance ne réside pas dans un composant unique (caméra, robot) mais dans la synergie et les compromis entre la planification de trajectoire, la conception du préhenseur et la stratégie de gestion des échecs.
- Des solutions comme les stations de reprise ou les préhenseurs hybrides ne sont pas des aveux de faiblesse, mais des optimisations pragmatiques essentielles pour la robustesse du système.
Recommandation : Cessez de viser un taux de réussite parfait sur la première prise et concentrez-vous sur un taux de cycle global fiable, incluant la détection et la correction intelligente des erreurs.
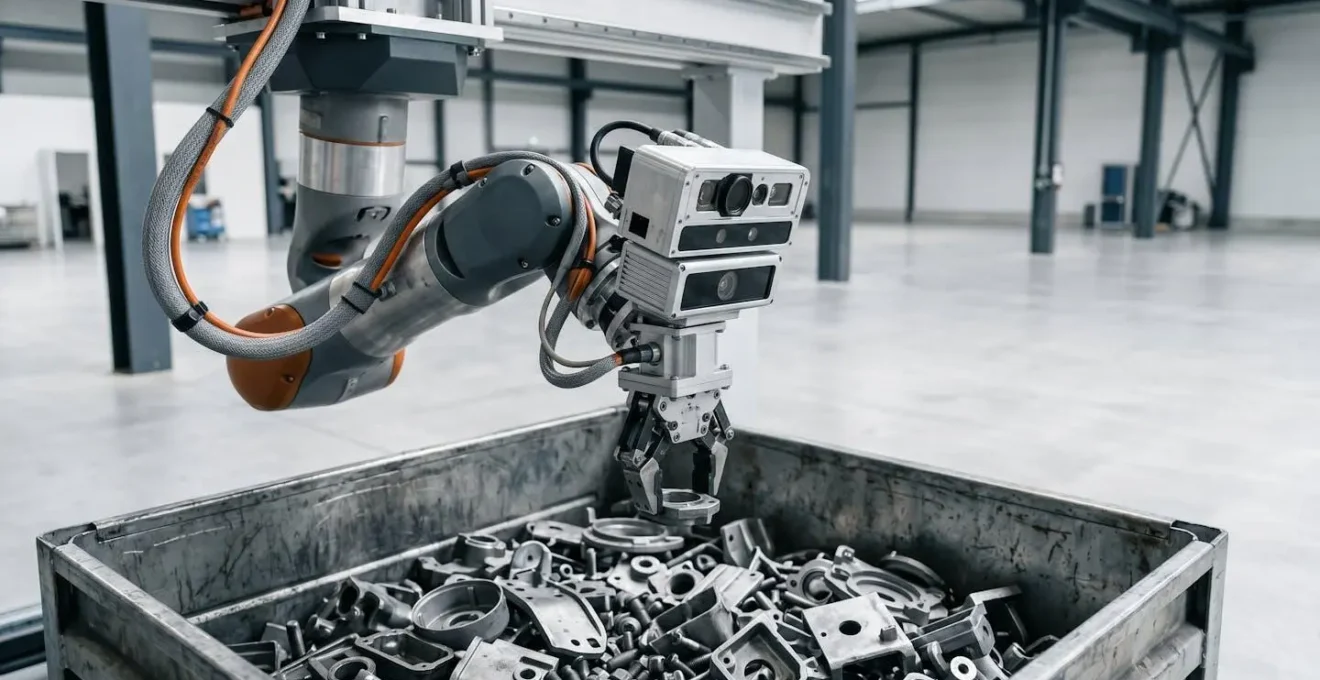
Vous avez assisté à la démonstration. Le robot plonge avec une grâce fluide dans un bac de pièces métalliques et en ressort à chaque fois avec une seule pièce, parfaitement saisie. Le commercial annonce fièrement un taux de réussite de 99,9%. Mais de retour dans votre usine, face à vos propres bacs, la réalité est différente. Les collisions avec les parois, les prises multiples et les temps de cycle décevants deviennent votre quotidien. Vous êtes un directeur technique, vous connaissez les subtilités de la production, et vous savez que le diable se cache dans les détails.
La discussion habituelle autour du bin-picking se concentre sur les trois piliers technologiques : la qualité de la caméra 3D, la puissance de l’algorithme d’intelligence artificielle et la polyvalence du préhenseur. Ce sont, sans conteste, des éléments cruciaux. Pourtant, se focaliser uniquement sur eux, c’est passer à côté de l’essentiel. La véritable barrière qui vous sépare de ce fameux 99% de réussite n’est pas la performance brute d’un composant, mais une suite de micro-défis pragmatiques et de compromis que les environnements de démonstration contrôlés ignorent volontairement.
Et si la clé n’était pas de chercher la solution parfaite, mais de construire un système robuste capable de gérer l’imperfection ? Cet article ne vous vendra pas une solution miracle. Il se propose, avec un regard d’expert réaliste, de décortiquer ces problèmes du « dernier pourcent » : ces situations complexes où la théorie se heurte au mur de la réalité industrielle. Nous allons explorer les stratégies qui permettent non pas d’éviter systématiquement l’échec, mais de le gérer intelligemment pour garantir un flux de production stable et prévisible.
Pour comprendre comment surmonter ces obstacles, nous analyserons en détail les défis techniques et les solutions pragmatiques qui font la différence entre une démonstration réussie et une production fiable. Cet article est structuré pour vous guider à travers chaque point de friction majeur du processus de dévracage.
Sommaire : Les vrais défis du dévracage pour atteindre une fiabilité de production quasi-parfaite
- Collision bac : comment l’algorithme calcule le chemin pour plonger sans toucher les parois ?
- Aimant + Ventouse : la combinaison gagnante pour vider le fond du bac ?
- L’effet « grappe de raisin » : que faire quand le robot en ramasse 3 au lieu d’une ?
- Latence vision : comment masquer le temps de calcul 3D pendant le mouvement du robot ?
- Station de reprise : pourquoi vous avez souvent besoin de poser la pièce pour la reprendre mieux ?
- Stéréovision ou Temps de vol (ToF) : quelle caméra pour des pièces noires sur fond noir ?
- Point de prise optimal : laisser l’IA décider où attraper le poisson glissant
- Préhension d’objets déformables : comment robotiser la manipulation de fruits ou de sachets souples ?
Collision bac : comment l’algorithme calcule le chemin pour plonger sans toucher les parois ?
Le premier défi, et le plus fondamental, n’est pas de voir la pièce, mais de l’atteindre. Dans un bac rempli, l’espace est une contrainte dynamique. Chaque pièce retirée modifie le paysage. L’algorithme de planification de trajectoire (« path planning ») ne se contente pas de tracer une ligne droite. Il doit calculer un « corridor de sécurité » en 3D, en tenant compte du volume complet du robot et de son préhenseur à chaque instant du mouvement. C’est un calcul complexe qui doit évaluer des milliers de trajectoires possibles pour éviter non seulement les parois du bac, mais aussi les autres pièces.
La véritable difficulté réside dans le compromis entre vitesse et sécurité. Un calcul de trajectoire très prudent sera lent, car il prendra de larges marges. Un calcul rapide risquera des micro-collisions qui, sur des milliers de cycles, usent le matériel et peuvent endommager les pièces. La solution ne réside pas dans un calcul parfait, mais dans un calcul « suffisamment bon » et rapide. Les modèles d’IA les plus avancés sont conçus pour raisonner sur la géométrie de la scène. Par exemple, les tests de Google DeepMind montrent que leur modèle Gemini Robotics-ER 1.6 atteint une performance de 84% de réussite sur le raisonnement multi-vues pour ce type de planification. Ce chiffre, loin des 100%, illustre bien que même à la pointe de la recherche, l’infaillibilité n’est pas acquise.
Pour bien visualiser ce défi, l’illustration suivante représente ce calcul de trajectoire au sein d’un espace contraint. Le chemin optimal doit se faufiler entre les obstacles, un véritable casse-tête numérique résolu en quelques millisecondes.
La clé est donc un algorithme qui peut ajuster son niveau de « prudence » en fonction du contexte. Dans un bac presque vide, il peut être plus agressif. Dans un bac plein et dense, il doit privilégier la sécurité. C’est cette capacité d’adaptation qui distingue une solution de production robuste d’un simple démonstrateur.
Aimant + Ventouse : la combinaison gagnante pour vider le fond du bac ?
Le choix du préhenseur est souvent présenté comme une décision binaire : pince, ventouse ou aimant ? En réalité, pour les applications de dévracage les plus exigeantes, la meilleure solution est souvent un préhenseur hybride. Vider complètement un bac, y compris les dernières pièces plates et difficiles à saisir au fond, est un défi classique. Une ventouse peut avoir du mal à créer un vide sur une surface non plane, et une pince mécanique peut manquer d’espace pour s’ouvrir.
C’est là que la combinaison de technologies montre toute sa puissance. Un préhenseur qui allie une ventouse et un petit aimant permanent peut surmonter ces limitations. L’aimant assure une première prise sur une pièce ferreuse, même si elle est sale ou légèrement tordue, puis la ventouse vient sécuriser la position et assurer la stabilité pendant le mouvement rapide du robot. C’est un excellent exemple de compromis pragmatique : aucune des deux technologies n’est parfaite seule, mais leur union crée une solution bien plus robuste.
Étude de cas : Le préhenseur hybride pneumo-magnétique dans l’automobile
Dans l’industrie automobile, la manipulation de tôles fines et fragiles est une tâche courante. Pour éviter de les déformer, des entreprises ont recours à des ventouses pneumo-magnétiques sur des bras robotisés. Ces préhenseurs combinent des aimants permanents pour la force de maintien initiale avec un système pneumatique et un coussinet en caoutchouc. Cette approche hybride permet une prise verticale fiable tout en protégeant la surface de la pièce. De plus, ce système est plus léger que les électro-aimants traditionnels et maintient la pièce même en cas de coupure de courant ou d’air, une caractéristique de sécurité essentielle en production.
Ce principe de combinaison n’est pas limité aux aimants et ventouses. Il peut s’agir de doigts mécaniques équipés de capteurs de pression, de ventouses multiples de tailles différentes activées sélectivement, ou de systèmes combinant une prise mécanique et un flux d’air. L’objectif est toujours le même : augmenter le taux de réussite en disposant de plusieurs « plans » pour saisir une pièce.
L’effet « grappe de raisin » : que faire quand le robot en ramasse 3 au lieu d’une ?
C’est l’un des échecs les plus courants et les plus frustrants en dévracage : le robot plonge pour saisir une pièce et en remonte plusieurs, imbriquées les unes dans les autres. Cet « effet grappe » est un cauchemar pour la ligne de production. Il peut provoquer des bourrages dans la machine suivante, fausser les comptes de pièces et même endommager l’outillage. La cause est souvent une combinaison de géométries de pièces complexes (crochets, trous) et d’un point de préhension mal choisi.
La solution à ce problème ne consiste pas seulement à essayer d’éviter la prise multiple, mais à mettre en place une stratégie de gestion de l’échec. Un système robuste doit être capable de :
- Détecter la prise multiple de manière fiable (via une caméra 2D, un capteur de poids sur le préhenseur ou une barrière laser).
- Agir en conséquence : au lieu de continuer vers la machine suivante, le robot doit se diriger vers une zone de « dépose » ou simplement secouer doucement le préhenseur au-dessus du bac pour faire tomber les pièces superflues.
- Apprendre de cet échec pour ne pas le reproduire.
Cette capacité d’apprentissage est fondamentale, comme le souligne un expert de SoftGripping, spécialiste des préhenseurs robotisés :
Chaque fois que le robot réussit ou échoue, il devient plus intelligent et sélectionne plus précisément un point de préhension pour un objet similaire à l’avenir
– SoftGripping – Expert en préhenseurs robotisés, Guide des préhenseurs robotisés dans la production alimentaire
Même la détection de l’échec n’est pas une tâche triviale. Des travaux de Google DeepMind montrent que les modèles d’IA atteignent environ 80% de réussite dans la détection correcte du succès d’une tâche. Cela signifie que dans 20% des cas, le système peut « penser » avoir réussi alors qu’il a échoué (ou inversement). C’est pourquoi une approche multi-capteurs pour la détection est souvent nécessaire pour atteindre une haute fiabilité.
Latence vision : comment masquer le temps de calcul 3D pendant le mouvement du robot ?
Un cycle de dévracage se décompose en plusieurs étapes : acquisition de l’image 3D, traitement du nuage de points pour identifier les pièces et leurs points de prise, calcul de la trajectoire, et enfin, le mouvement du robot. Le temps de traitement de l’image (la « latence vision ») est souvent perçu comme un temps mort qui ralentit le cycle. Les démonstrations le minimisent en utilisant des pièces simples et un éclairage parfait. En production, avec des pièces métalliques réfléchissantes ou des conditions de lumière variables, ce temps de calcul peut s’allonger.
La stratégie la plus efficace n’est pas de chercher à réduire ce temps à zéro, mais de le masquer en le parallélisant. Pendant que le robot est en train de se déplacer pour déposer la pièce qu’il vient de saisir, la caméra peut déjà capturer et traiter l’image suivante du bac. Ainsi, lorsque le robot revient en position, les coordonnées de la prochaine pièce à prendre sont déjà prêtes. Cette technique, appelée « look-ahead » ou traitement en temps masqué, est fondamentale pour atteindre des cadences élevées.
Cette approche est rendue possible par les progrès du matériel, notamment le « edge computing » où le traitement est effectué directement au plus près de la caméra, comme le suggère l’image ci-dessous. De plus, les technologies comme les caméras Temps de Vol (ToF) sont capables de générer des nuages de points à des cadences très élevées, parfois jusqu’à 100 images par seconde, fournissant des données en temps quasi-réel pour l’algorithme.
La mise en œuvre d’une telle stratégie demande une intégration logicielle parfaite entre le contrôleur du robot et le système de vision. Il ne s’agit plus de deux systèmes qui communiquent de manière séquentielle, mais d’un véritable partenariat où l’un travaille pendant que l’autre se déplace. C’est un changement de paradigme qui a un impact direct et massif sur le temps de cycle global.
Station de reprise : pourquoi vous avez souvent besoin de poser la pièce pour la reprendre mieux ?
Voici un concept qui semble contre-intuitif mais qui est au cœur de nombreuses cellules de bin-picking performantes : la station de reprise (ou « re-grip station »). L’idée est simple : au lieu de tenter de saisir la pièce dans le bac de manière parfaite pour l’insérer directement dans une machine, le robot effectue une première prise « grossière » et dépose la pièce sur une station intermédiaire. Là, dans un environnement contrôlé et prévisible, un second système (ou le même robot avec un autre outil) peut la reprendre de manière précise.
Pourquoi ajouter une étape qui semble rallonger le cycle ? Parce que c’est un autre compromis pragmatique extrêmement efficace. Tenter une prise parfaite dans un bac chaotique est exponentiellement plus complexe et plus lent que de réaliser deux prises simples et rapides. La station de reprise découple le problème :
- Prise 1 (Bac -> Station) : L’objectif est juste de sortir une pièce du vrac. La vitesse prime sur la précision.
- Prise 2 (Station -> Machine) : La pièce est isolée et sa position est connue. La précision est maximale.
Cette approche fiabilise drastiquement le processus. L’échec d’une prise dans le bac n’arrête plus la ligne ; le robot tente simplement de saisir une autre pièce. L’impact global sur la productivité est significatif. Une étude de cas industrielle française, bien que datant, montrait déjà que la robotisation bien pensée pouvait permettre de voir le Taux d’Occupation Machine multiplié entre 2 et 3. La station de reprise est l’un des outils qui contribue à cette densification du temps de production utile.
En somme, la station de reprise est un aveu d’humilité face à la complexité du dévracage. C’est reconnaître qu’il est plus rentable de simplifier le problème en le divisant, plutôt que de s’acharner à le résoudre en une seule étape parfaite. C’est l’une des clés pour passer d’un taux de réussite de 95% avec des arrêts fréquents à un taux de 99,5% avec une production fluide.
Stéréovision ou Temps de vol (ToF) : quelle caméra pour des pièces noires sur fond noir ?
C’est le scénario cauchemardesque pour tout système de vision 3D : des pièces sombres, peu réfléchissantes, dans un bac métallique sombre. Ici, la plupart des technologies de vision 3D atteignent leurs limites. Comprendre pourquoi est essentiel pour faire le bon choix technologique. Comme le résume parfaitement un expert de BCN Vision :
Pour la stéréovision à lumière structurée, le motif projeté disparaît sur les objets noirs. Pour le ToF, le signal laser de retour est trop faible pour être mesuré
– BCN Vision – Expert en technologies 3D industrielles, Technologies 3D pour l’industrie : guide technique comparatif
Cela signifie que les deux technologies les plus courantes sont mises en échec. La stéréovision passive (sans lumière projetée) peut s’en sortir si les pièces ont assez de texture, mais c’est rarement le cas. La triangulation laser, qui utilise un laser puissant, offre souvent une meilleure performance sur les objets sombres, mais peut être plus lente car elle nécessite un balayage de la scène.
Le choix de la technologie de vision n’est donc pas une question de « meilleure » dans l’absolu, mais de la plus adaptée à votre application spécifique. Le tableau suivant, basé sur une analyse comparative des technologies 3D, résume les forces et faiblesses de chaque approche.
| Technologie | Principe de fonctionnement | Avantages | Limitations | Applications optimales |
|---|---|---|---|---|
| Stéréovision | Deux caméras capturent la même scène sous différents angles pour extraire la profondeur par corrélation | Faible coût, rapidité de traitement, adapté au mouvement | Charges processeur élevées, moins adapté aux environnements de production intensifs, difficulté avec surfaces sombres | Mesure de coordonnées 3D, espaces de travail étendus |
| Temps de Vol (ToF) | Mesure du temps de parcours de la lumière infrarouge réfléchie par l’objet | Nuages de points en temps réel (100 images/s), génération simple et rapide, carte d’intensité et de confiance simultanée | Résolution limitée, difficulté avec surfaces très réfléchissantes ou très absorbantes | Mesures de volume, palettisation, véhicules autonomes, contrôle robotique |
| Triangulation Laser | Balayage 3D par projection laser et mesure de la déformation du faisceau réfléchi | Haute précision pour inspection et mesure industrielle | Nécessite généralement des marques de référence ou motifs de lumière structurée | Inspection industrielle, mesures de précision |
Votre plan d’action pour choisir la bonne technologie de vision 3D
- Points de contact (Analyse de la pièce) : Listez les caractéristiques de vos pièces. Sont-elles brillantes, sombres, transparentes, texturées, déformables ?
- Collecte (Tests en conditions réelles) : Fournissez vos pièces les plus difficiles à plusieurs fournisseurs de vision et demandez une démonstration de faisabilité (PoC – Proof of Concept) dans un bac identique au vôtre.
- Cohérence (Environnement de production) : Évaluez l’impact de l’environnement : lumière ambiante variable, poussière, vibrations. Une technologie robuste en labo peut échouer en usine.
- Mémorabilité/Émotion (Robustesse vs Précision) : Définissez votre critère prioritaire. Avez-vous besoin d’une précision au dixième de millimètre (triangulation) ou d’une cadence très élevée (ToF) ?
- Plan d’intégration (Écosystème logiciel) : Assurez-vous que le système de vision s’intègre facilement avec votre marque de robot et que le support technique du fournisseur est réactif.
Point de prise optimal : laisser l’IA décider où attraper le poisson glissant
Même avec une image 3D parfaite, une question demeure : quel est le meilleur point de prise (« grasp point ») sur la pièce ? Sur un objet complexe, il peut y en avoir des dizaines de possibles. Choisir le plus stable, celui qui évitera les collisions et garantira une dépose correcte, est un problème d’optimisation redoutable. C’est ici que l’intelligence artificielle, et plus particulièrement l’apprentissage par renforcement (Reinforcement Learning – RL), change la donne.
L’apprentissage par renforcement peut être vu comme un apprentissage par essai-erreur, mais à une échelle massive et virtuelle. L’algorithme simule des milliers de prises sur des modèles 3D de la pièce, en étant « récompensé » pour les prises réussies (stables, sans collision) et « puni » pour les échecs. Au fil de millions d’essais virtuels, il développe une intuition quasi-humaine pour trouver le point de prise optimal, même sur des objets qu’il n’a jamais vus auparavant.
Comme l’explique un spécialiste de FocalX, cette méthode permet d’aborder des problèmes d’une grande complexité :
L’apprentissage par renforcement permet aux robots d’apprendre des tâches complexes telles que la marche, la saisie d’objets et même l’assemblage de produits dans les usines
– FocalX – Spécialiste en Intelligence Artificielle, Apprentissage par renforcement : La méthode d’essai et d’erreur de l’IA
Cette approche permet de s’affranchir de la programmation manuelle de points de prise, qui est fastidieuse et peu robuste face aux variations. Le robot devient autonome dans sa décision. Les résultats en production sont impressionnants. Des systèmes de dévracage autonomes comme le KAMIDO de Siléane, qui reposent sur ces principes, affichent des performances mesurées de 30 à 120 coups par minute, une cadence inaccessible avec une programmation traditionnelle. Laisser l’IA décider, c’est passer d’un robot qui exécute un programme à un robot qui prend une décision stratégique à chaque cycle.
À retenir
- Le succès en dévracage ne vient pas d’un composant « miracle », mais d’une série de compromis pragmatiques entre la vision, la planification de trajectoire et la mécanique du préhenseur.
- La gestion intelligente des échecs (prises multiples, collisions) est plus importante pour la fiabilité globale que la vaine poursuite d’un taux de réussite de 100% à la première prise.
- Des stratégies comme le traitement en temps masqué et les stations de reprise sont des optimisations essentielles pour découpler les problèmes et atteindre des temps de cycle élevés en production réelle.
Préhension d’objets déformables : comment robotiser la manipulation de fruits ou de sachets souples ?
Si la manipulation de pièces rigides est un défi, celle d’objets déformables, souples ou fragiles représente la frontière actuelle du dévracage. Pensez à des fruits, des sachets de poudre, des câbles ou des pièces en caoutchouc. Leur forme change lorsqu’on les touche, leur centre de gravité est imprévisible et la force de préhension doit être contrôlée avec une extrême finesse pour ne pas les endommager. Ici, les approches traditionnelles basées sur des modèles CAO précis sont inutiles.
C’est le domaine d’excellence de l’apprentissage par renforcement (RL), que nous avons déjà évoqué. En combinant des capteurs avancés (vision 3D, capteurs de force/couple) et des préhenseurs souples (« soft grippers »), les robots peuvent apprendre à manipuler ces objets délicats. L’algorithme n’apprend pas une géométrie fixe, mais une « stratégie de manipulation ». Il apprend à « tâter » un objet pour en comprendre la rigidité, à ajuster sa force en temps réel et à prédire comment l’objet va se déformer pendant le mouvement.
Étude de cas : Le système ReLMM pour l’apprentissage autonome
Des chercheurs du laboratoire BAIR de Berkeley ont développé un système nommé ReLMM, qui permet à un robot mobile d’apprendre de manière totalement autonome à naviguer vers un objet et à le saisir. Formé uniquement à partir des images de sa caméra, sans aucune aide humaine, le robot est devenu progressivement plus performant en explorant son environnement et en apprenant de ses propres erreurs. Il a dépassé les stratégies pré-programmées, démontrant sa capacité à s’adapter pour saisir rapidement des objets dans des configurations nouvelles et complexes, une compétence essentielle pour la manipulation d’objets déformables.
Cette approche ouvre la voie à l’automatisation de tâches jusqu’ici réservées à l’humain dans l’agroalimentaire, la logistique ou l’assemblage de produits de consommation. Atteindre un taux de réussite de 99% dans ces conditions est un objectif encore lointain pour la plupart des applications industrielles, mais c’est la direction que prend la recherche. La solution ne viendra pas d’un robot plus fort ou plus rapide, mais d’un robot plus « sensible » et plus intelligent, capable d’adapter son comportement en temps réel.
L’étape suivante n’est donc pas de chercher le fournisseur qui vous promettra 99%, mais celui qui vous montrera son plan de gestion pour les 1% restants. Évaluez dès maintenant vos projets de dévracage non pas sur leur taux de réussite idéal, mais sur leur robustesse face à l’imprévu.