L’économie de 30% en peinture n’est pas automatique, elle se gagne en maîtrisant les principes physiques et les stratégies logicielles de l’application robotisée.
- L’attraction électrostatique est le premier levier pour maximiser le taux de transfert du produit sur la pièce.
- La programmation d’une trajectoire parfaite garantit une épaisseur de film homogène et évite la sur-application.
- Une gestion optimisée des fluides lors des changements de couleur minimise drastiquement les pertes de peinture et de solvants.
Recommandation : Auditez chaque maillon de votre chaîne d’application, du bol de peinture au système de rinçage, pour identifier et quantifier les gisements d’économies cachés.
En tant que responsable d’atelier, vous êtes au cœur d’une double tension : réduire les coûts de production tout en répondant à des normes environnementales de plus en plus strictes, notamment sur les émissions de Composés Organiques Volatils (COV). La promesse de la peinture robotisée, avec une économie de produit pouvant atteindre 30%, semble être la solution idéale. Pourtant, beaucoup d’ateliers n’atteignent jamais ce chiffre, car ils considèrent le robot comme un simple remplaçant de l’opérateur.
Les solutions habituelles, comme négocier les prix de la peinture ou optimiser les plannings, atteignent vite leurs limites. Le véritable levier de performance ne se trouve pas là. La clé pour débloquer ces 30% d’économie ne réside pas dans le simple fait d’automatiser, mais dans la compréhension et la maîtrise des phénomènes physiques et des stratégies de programmation qui régissent l’application. Il ne s’agit pas de peindre plus vite, mais de peindre plus intelligemment.
Cet article vous propose de plonger au cœur de ces mécanismes. Nous allons décortiquer, étape par étape, comment la physique électrostatique, la cinématique du robot, la gestion des fluides et le contrôle qualité automatisé conspirent pour réduire drastiquement votre consommation de peinture et de solvants. L’objectif : vous donner les clés pour transformer la promesse de la robotisation en une réalité mesurable sur votre bilan matière.
Pour naviguer à travers les optimisations qui transformeront votre atelier, nous aborderons les points essentiels de la peinture robotisée. Ce guide structuré vous permettra de comprendre chaque mécanisme d’économie, de la physique fondamentale aux dernières technologies de contrôle.
Sommaire : Les secrets de l’efficacité en peinture robotisée
- Bol électrostatique : la physique qui attire la peinture sur la pièce pour éviter le gaspillage
- Gestion de trajectoire : peindre une surface courbe avec une épaisseur uniforme de 50 microns
- Atmosphère explosive : pourquoi votre robot de peinture doit être pressurisé ?
- Rinçage rapide : changer de couleur en perdant le moins de solvant possible
- Peau d’orange et coulures : diagnostiquer les défauts d’application robotisée
- Suivi de contour : comment programmer le robot pour qu’il « sente » la surface comme une main humaine ?
- Surfaces courbes et réfléchissantes : le cauchemar de la vision (et comment le résoudre)
- Contrôle aspect automatisé : comment remplacer l’œil subjectif de l’opérateur par une caméra objective ?
Bol électrostatique : la physique qui attire la peinture sur la pièce pour éviter le gaspillage
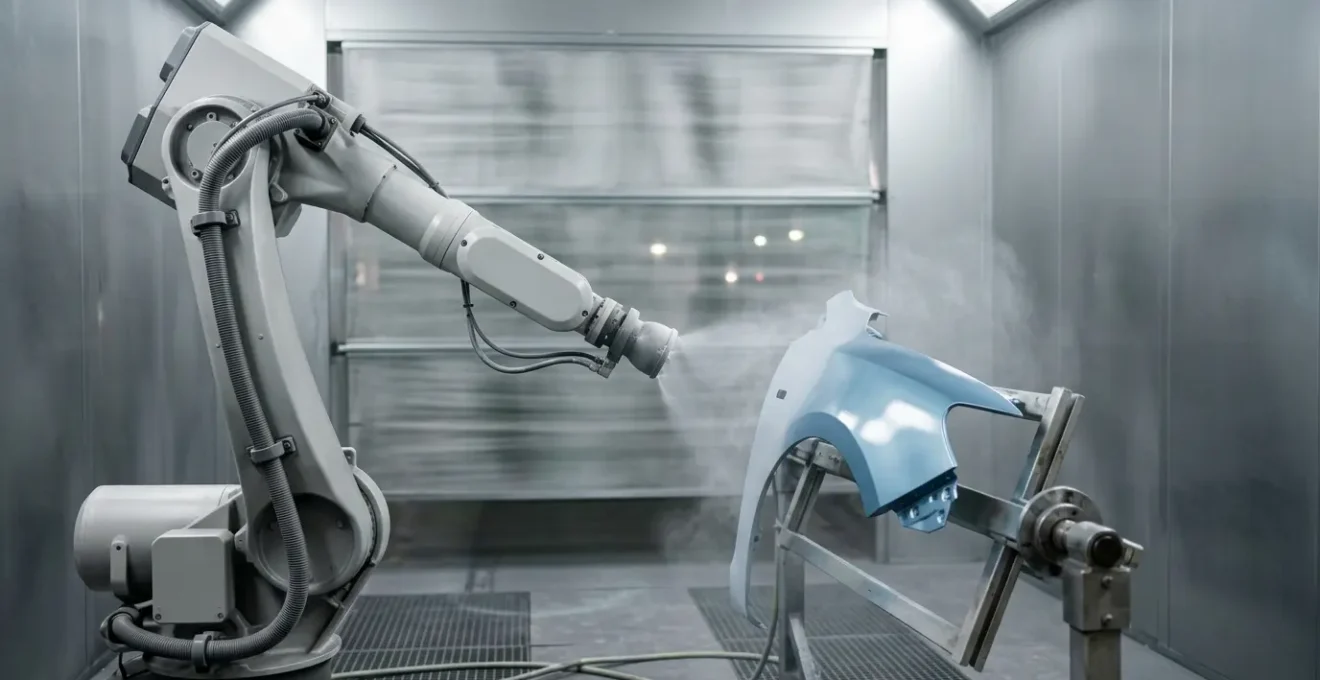
Le plus grand gisement d’économie en peinture robotisée ne vient pas du robot lui-même, mais d’un principe physique simple : l’électrostatique. En application manuelle, une grande partie de la peinture pulvérisée, appelée « overspray » ou surpulvérisation, manque sa cible, se dépose sur les murs de la cabine et finit en déchet. C’est un gaspillage de produit et une source majeure de COV. Le bol de pulvérisation électrostatique change radicalement la donne. Le principe est d’appliquer une charge électrique négative aux fines gouttelettes de peinture lors de leur atomisation. Simultanément, la pièce à peindre est mise à la terre, ce qui lui confère une charge positive relative.
Par un effet d’attraction similaire à celui d’un aimant, les particules de peinture sont littéralement attirées vers la surface de la pièce, y compris sur les zones difficiles d’accès et les chants. Cet « effet enveloppant » réduit drastiquement l’overspray. L’efficacité de transfert (ET), qui mesure la proportion de peinture qui atteint réellement la pièce, explose. Alors qu’une pulvérisation conventionnelle peine à dépasser 40-50% d’ET, l’application électrostatique robotisée permet d’atteindre des performances exceptionnelles. Certaines installations bien réglées peuvent approcher un taux de transfert de 98%. Ce gain quasi-total signifie moins de peinture consommée, moins de filtres à changer, moins de boues à traiter et une atmosphère d’atelier plus saine.
La maîtrise de ce paramètre est donc fondamentale. Elle dépend de la conductivité de la peinture, de la géométrie de la pièce et de la tension appliquée. Un réglage fin de ces éléments est la première étape, et la plus impactante, pour réduire vos coûts de matière.
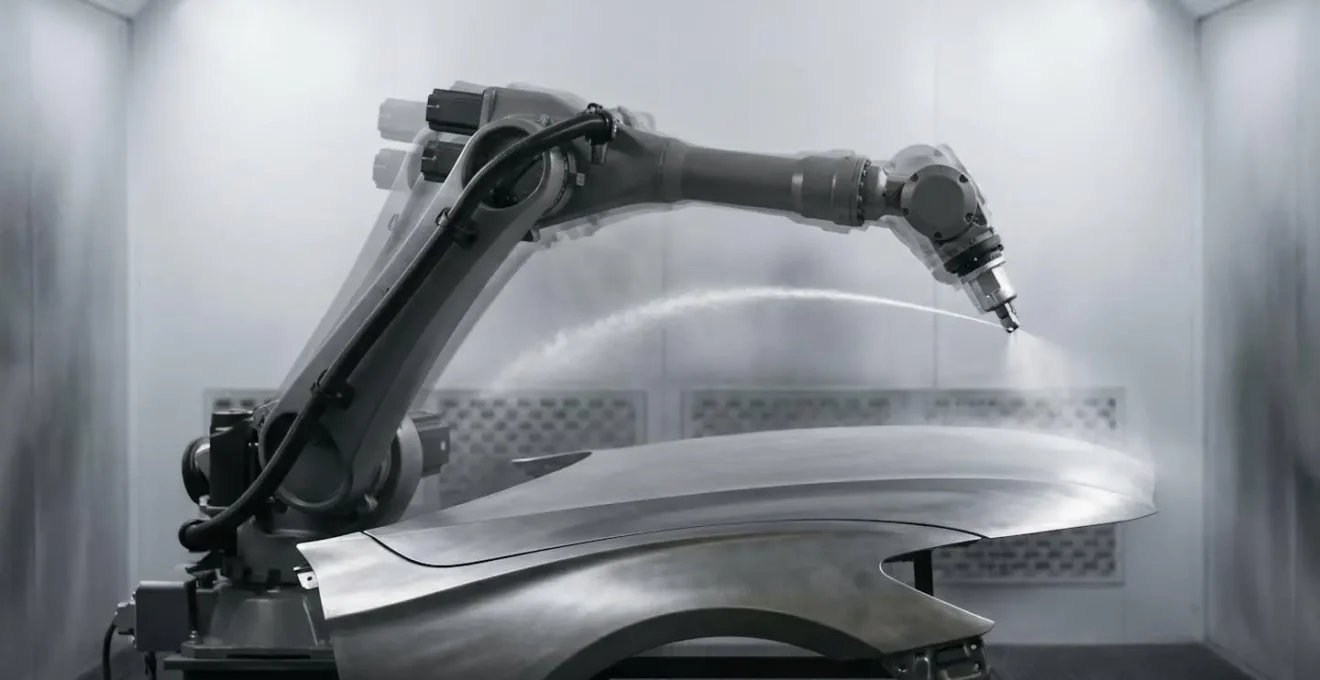
Gestion de trajectoire : peindre une surface courbe avec une épaisseur uniforme de 50 microns
Obtenir un taux de transfert élevé grâce à l’électrostatique ne suffit pas. Si la peinture est mal répartie, avec des surépaisseurs à un endroit et des manques à un autre, la pièce sera non conforme. C’est ici qu’intervient la précision cinématique du robot. La qualité d’une application de peinture dépend de trois facteurs clés : la distance entre le pistolet et la surface, la vitesse de déplacement et l’orientation du pistolet. Un opérateur humain, même expert, ne peut maintenir ces trois paramètres constants sur une surface complexe. Le robot, lui, excelle dans cette tâche.
Grâce à la programmation hors-ligne (OHP) à partir de la CAO de la pièce, il est possible de définir une trajectoire où le Tool Center Point (TCP) – le point central de l’outil, ici le pistolet – suit parfaitement les contours de la pièce à une distance et une vitesse prédéfinies. Le robot peut ainsi maintenir une distance de 20 cm et une vitesse de 1 m/s avec une précision submillimétrique, garantissant qu’une couche uniforme de, par exemple, 50 microns (µm) soit déposée sur toute la surface, y compris dans les zones concaves ou convexes.
Cette constance est impossible à atteindre manuellement et constitue le deuxième pilier de l’économie. En évitant les surépaisseurs, on ne gaspille plus de produit pour « assurer la couverture ». On applique la juste quantité, partout. C’est cette précision qui permet d’atteindre les standards de qualité les plus exigeants, notamment dans l’automobile.
Étude de cas : l’optimisation de la peinture intérieure chez Renault
Pour garantir une finition parfaite à l’intérieur de ses véhicules, où les surfaces sont complexes et l’accès difficile, Renault a déployé sur son site de Douai des robots de peinture. L’enjeu était de trouver l’équation parfaite entre la vitesse du robot et le volume de peinture pulvérisé. Grâce à une programmation fine des trajectoires, le constructeur a pu optimiser l’application pour obtenir un niveau de finition excellent tout en maîtrisant la quantité de produit utilisée, démontrant l’efficacité de l’approche robotisée en conditions industrielles réelles.
Atmosphère explosive : pourquoi votre robot de peinture doit être pressurisé ?
L’utilisation de peintures à base de solvants crée un risque majeur en atelier : la formation d’une atmosphère explosive (ATEX). Le brouillard de peinture et les vapeurs de solvants en suspension dans l’air peuvent s’enflammer au contact de la moindre étincelle. Or, un robot industriel est un équipement électrique qui, par nature, peut générer des arcs ou des étincelles au niveau de ses moteurs ou de son câblage. L’installation d’un robot standard dans une cabine de peinture est donc formellement proscrite.
La solution la plus courante pour mitiger ce risque est d’utiliser du matériel certifié ATEX, conçu pour ne produire aucune étincelle. Cependant, cette certification a un coût prohibitif : selon les experts, un équipement ATEX peut coûter de 2 à 10 fois plus cher que son équivalent standard. Pour un robot 6 axes, le surcoût peut se chiffrer en dizaines de milliers d’euros, sans compter la maintenance plus complexe.
Une alternative plus économique et plus sûre consiste à utiliser un robot standard et à le protéger de l’atmosphère explosive. C’est le rôle de la pressurisation. Le bras du robot est rendu étanche et mis en surpression avec de l’air sec et propre. Un léger flux d’air s’échappe en permanence de l’intérieur du robot vers l’extérieur, empêchant toute vapeur de solvant de pénétrer à l’intérieur et d’entrer en contact avec les composants électriques. Ce système, couplé à des capteurs qui arrêtent l’installation en cas de perte de pression, permet d’opérer en toute sécurité avec un robot standard, réalisant ainsi une économie substantielle à l’investissement.
Rinçage rapide : changer de couleur en perdant le moins de solvant possible
Dans un contexte de production flexible (« just-in-time »), les changements de couleur sont fréquents. Chaque changement implique de rincer l’intégralité du circuit de peinture pour éliminer toute trace de la teinte précédente avant d’introduire la nouvelle. En application manuelle ou avec des systèmes plus anciens, ce processus est une source énorme de gaspillage. Il consomme de grandes quantités de solvants de nettoyage, génère des effluents pollués coûteux à traiter, et entraîne une perte de la peinture restant dans les longs tuyaux entre le pot de pression et le pistolet.
Les systèmes de peinture robotisés modernes intègrent des changeurs de couleur et des blocs de vannes intelligents conçus pour minimiser ce gaspillage. En plaçant les vannes au plus près du pistolet, on réduit drastiquement la longueur du circuit à rincer. Des technologies de « pousseurs » (ou « pigs ») sont utilisées : un projectile physique est envoyé dans le tuyau pour pousser la peinture restante vers le pistolet afin de l’utiliser, avant d’injecter une quantité minimale de solvant pour le nettoyage final. Certains systèmes permettent même de récupérer la peinture purgée pour la réutiliser.
Les résultats sont spectaculaires. Des fournisseurs comme Dürr proposent des changeurs de teintes capables de réaliser l’opération complète en moins de 10 secondes avec une perte de peinture de seulement 10 ml. D’autres, comme Graco, avec des systèmes de mélange au plus près du pistolet, affirment pouvoir réduire jusqu’à 80 % les pertes de rinçage. Pour un atelier réalisant des dizaines de changements de couleur par jour, l’économie annuelle sur la peinture et les solvants se chiffre en milliers d’euros, tout en réduisant considérablement l’impact environnemental.
Peau d’orange et coulures : diagnostiquer les défauts d’application robotisée
La robotisation n’est pas une garantie absolue contre les défauts d’aspect. Même avec un robot, des problèmes comme la « peau d’orange » (un aspect texturé et non lisse), les coulures ou le manque de brillance peuvent survenir. Cependant, l’avantage du robot est que, contrairement à un opérateur humain dont la performance peut varier, il est parfaitement constant. Si un défaut apparaît, c’est que l’un des paramètres du processus a dérivé. Le robot devient alors un outil de diagnostic exceptionnel.

Une peau d’orange, par exemple, peut être causée par une viscosité de peinture trop élevée, une distance d’application trop grande ou une mauvaise atomisation. Une coulure sur une surface verticale indique souvent une vitesse de passage trop lente ou un débit de produit trop important. En isolant chaque paramètre (trajectoire, débit, pression d’air, viscosité, température de la peinture et de la cabine), on peut méthodiquement identifier la cause racine du problème. La reproductibilité du robot permet de faire des essais comparatifs fiables : on ne change qu’un seul paramètre à la fois pour observer son impact sur le résultat final.
Cette approche systématique transforme la résolution de problèmes, qui passe d’une démarche intuitive et parfois hasardeuse en manuel, à une véritable science. Une fois la cause identifiée, la correction est appliquée au programme et le défaut est éliminé durablement pour toutes les pièces suivantes. La maîtrise du processus passe par cette capacité à corréler un défaut d’aspect à un paramètre machine précis.
Plan d’action : diagnostiquer un défaut d’application
- Points de contact : Listez tous les paramètres du processus (viscosité, température, pression, débit, vitesse robot, tension électrostatique).
- Collecte : Isolez une pièce défectueuse et documentez précisément le défaut (photo, localisation, description : peau d’orange, coulure, manque).
- Cohérence : Confrontez les paramètres de production du moment aux valeurs nominales définies dans votre cahier des charges. Y a-t-il un écart ?
- Mémorabilité/émotion : Analysez les journaux de production. Le défaut est-il apparu après un changement de lot de peinture, un arrêt de ligne, une maintenance ?
- Plan d’intégration : Modifiez un seul paramètre suspect à la fois et produisez une petite série test pour valider la correction avant de la déployer globalement.
Suivi de contour : comment programmer le robot pour qu’il « sente » la surface comme une main humaine ?
La programmation traditionnelle d’une trajectoire de peinture est efficace pour la production en grande série de pièces identiques. Mais que faire lorsque les pièces présentent de légères variations, ou lorsque l’on doit peindre des objets dont on ne possède pas le modèle CAO précis ? La programmation devient fastidieuse, voire impossible. C’est là qu’interviennent les technologies de « suivi de contour », qui donnent au robot une forme de « sens du toucher ».
Plutôt que de suivre aveuglément une trajectoire pré-enregistrée, le robot utilise des capteurs pour s’adapter en temps réel à la surface qu’il rencontre. Il existe plusieurs technologies pour cela :
- Le capteur de force/couple : Monté sur le poignet du robot, il mesure les moindres contacts. On peut programmer le robot pour qu’il maintienne une force de contact constante avec la pièce (via un palpeur) tout en enregistrant sa trajectoire. C’est idéal pour l’apprentissage par « copiage » d’une pièce physique.
- Les capteurs de distance laser : Ils mesurent en continu la distance à la surface et ajustent la position du robot pour la maintenir constante, compensant ainsi les défauts de positionnement de la pièce ou ses variations géométriques.
- L’apprentissage par démonstration : L’opérateur guide manuellement le bras du robot (rendu « inerte ») pour lui montrer la trajectoire à suivre. Le robot enregistre les mouvements et peut ensuite les reproduire à la vitesse de production.
Ces technologies rendent la robotisation beaucoup plus accessible et flexible. Elles réduisent drastiquement le temps de programmation pour les petites séries et permettent d’automatiser des tâches jusqu’alors réservées à la main humaine. En garantissant que la distance et l’orientation optimales sont maintenues en toutes circonstances, elles contribuent directement à l’économie de produit. C’est l’ensemble de ces optimisations, de l’électrostatique à la trajectoire adaptative, qui permet de consolider des gains significatifs. Des études de fournisseurs leaders comme Graco confirment qu’une ligne de peinture automatisée bien conçue peut générer une réduction de la consommation de produit jusqu’à 30% par rapport à une application manuelle.
Surfaces courbes et réfléchissantes : le cauchemar de la vision (et comment le résoudre)
Pour générer automatiquement des trajectoires de peinture, de nombreux systèmes s’appuient sur la vision 3D. Une caméra ou un scanner laser capture la géométrie de la pièce, et un logiciel calcule le parcours optimal du robot. Cependant, cette approche se heurte à un obstacle majeur en peinture : les surfaces métalliques, souvent courbes et très réfléchissantes. Pour un système de vision classique, une pièce de carrosserie automobile brillante est un véritable cauchemar.
La lumière du scanner ou de l’éclairage ambiant se réfléchit sur la surface comme sur un miroir, créant des « points chauds » (zones surexposées) et des ombres portées qui faussent complètement l’acquisition des données. Le nuage de points 3D obtenu est alors incomplet ou bruité, rendant la génération d’une trajectoire fluide et précise impossible. Le système est incapable de distinguer la véritable géométrie de la pièce des artefacts créés par les reflets.
Pour surmonter ce défi, les spécialistes de la vision robotique ont développé des solutions spécifiques :
- La lumière structurée à motifs variables : Au lieu d’un simple laser, on projette une série de motifs lumineux (rayures, damiers) sur la pièce. Un algorithme analyse la déformation de ces motifs pour reconstruire la 3D, ce qui est plus robuste aux reflets qu’une simple triangulation laser.
- Les filtres polarisants : Placer des filtres polarisants sur la source lumineuse et sur la caméra permet d’éliminer une grande partie des reflets spéculaires, ne laissant passer que la lumière diffusée qui contient l’information de forme.
- La photogrammétrie multi-angles : En utilisant plusieurs caméras sous des angles différents, le système peut « recouper » les informations et combler les trous dans les données causés par les reflets vus d’un seul point de vue.
Grâce à ces techniques avancées, il est aujourd’hui possible de scanner de manière fiable même les pièces les plus complexes et réfléchissantes, ouvrant la voie à une automatisation complète de la programmation, même pour des productions à pièce unique (lot-size-one).
À retenir
- L’application électrostatique est le fondement de l’économie de produit, en maximisant la quantité de peinture qui atteint la cible.
- Une trajectoire robotique parfaitement maîtrisée (distance, vitesse, orientation) est la garantie d’une épaisseur de film uniforme et de l’élimination du gaspillage par sur-application.
- La gestion des fluides, notamment lors des changements de couleur, représente un gisement d’économies de peinture et de solvants souvent sous-estimé.
Contrôle aspect automatisé : comment remplacer l’œil subjectif de l’opérateur par une caméra objective ?
La dernière étape du processus de peinture est traditionnellement la plus subjective : le contrôle qualité. Un opérateur expert inspecte visuellement chaque pièce sous une lumière forte pour détecter le moindre défaut : coulure, peau d’orange, rayure, poussière… Cette inspection humaine, bien qu’efficace, présente des limites. Elle est fatigante, sujette à des variations de jugement entre les opérateurs (ce qui est un défaut pour l’un est acceptable pour l’autre) et ne fournit pas de données quantifiables pour l’amélioration du processus.
Le contrôle d’aspect automatisé (Automated Surface Inspection) vise à remplacer cet œil subjectif par un système de vision objectif et infatigable. Un portique équipé de caméras haute résolution et de différents types d’éclairages scanne la surface de la pièce. Des algorithmes de traitement d’image, souvent basés sur l’intelligence artificielle (deep learning), sont entraînés à reconnaître et à classifier les différents types de défauts. Le système peut non seulement détecter un défaut de quelques microns, invisible à l’œil nu, mais aussi le localiser précisément, le mesurer et le classer selon des critères objectifs (par exemple, « peau d’orange de type 3 sur le capot avant, zone 2 »).
Ces données sont infiniment plus riches qu’un simple « OK/Rebut ». Elles alimentent une base de données qui permet d’établir des corrélations statistiques. Si le système détecte une augmentation des défauts de type « poussière » à chaque début de poste, on peut en déduire un problème de nettoyage de la cabine. Si une série de « coulures » apparaît, le système peut alerter la maintenance pour vérifier les paramètres du robot en amont. Le contrôle qualité ne se contente plus de trier, il devient une boucle de rétroaction active qui pilote l’amélioration continue de l’ensemble du processus de peinture. C’est l’étape ultime de la maîtrise, où la donnée remplace l’intuition pour tendre vers le zéro défaut.
Atteindre une économie de 30% n’est donc pas un objectif hors de portée, mais le résultat d’une démarche structurée. En maîtrisant chaque étape, de la charge électrique de la peinture à l’analyse objective du défaut, vous transformez votre atelier de peinture en un système de production de haute précision, économique et respectueux de l’environnement. Évaluez dès maintenant la solution la plus adaptée à vos besoins spécifiques pour commencer à réaliser ces gains.